A harrowing tale
It was a late and dark night in the California mountains. Our 36-foot, hinged-in-the-middle rig was straddled in a sharp “V” across a two-lane mountain highway, with no obvious way to get unstraddled. Behind us was a vertical rise in the terrain going straight up, in front of us a sheer drop off that appeared to be a black abyss. Up and down the highway the pavement curved to invisibility. We were sitting ducks for any unsuspecting semis that may have been motoring innocently along the route at highway speeds. I could imagine our stranded rig suddenly coming into view of a trucker who knew in a flash his goose was cooked: He could shoot off the cliff or T-bone us. It would be a spectacular crash.
How we got in this predicament is embarrassing. It was the fourth consecutive driving error on my part and it could have been my last. My truck was not ideal for towing: I had the off-road package, not the towing package. Gas stops in the California mountains are infrequent, making it nearly impossible to drive on the bottom half of the tank. We had planned to arrive on the west coast at 6:30 pm. But we needed gas, and no gas was available in the foreseeable future, so we had to turn around. We’d passed a Shell station 35 miles back and the only solution was to drive back and fill the tank.
We were quite tired by this point, and frustration was setting in. The drive back was up and down steep grades. When the station finally came into view we were coming down a steep grade and we saw the station on the right. What we missed was, the road curved sharply to the right and the station was actually on the left. This is important, as you’ll see.
After filling up, I ran over a tall curb getting back to the road. It wasn’t a huge problem, but the camper doesn’t have much ground clearance and the scraping noise was painful. I turned left to finish our drive to the coast. Kathy dozed in the right seat.
Maybe 45 minutes later, I started wondering where all the hilly terrain was that we had driven over getting back to the gas station. I woke Kathy and asked her to turn on the GPS. You can probably see where this is going, right? We were headed east, not west! The frustration level immediately increased to a silent roar inside my head.
I needed to turn around (again) but there were precious few places to do so. I finally found a wide spot in the pavement, just wide enough you could pull a car clear of the road. I pulled as close to the side of the mountain as I could and swung a hard left to make the u-turn. As we neared the far shoulder Kathy screamed, “STOP!” I raised up off my seat for a look and our right tire was about to drop off the side of the cliff, into the blackness.
What to do? I was already jack-knifed. I didn’t know if I could gain anything in reverse but I sure couldn’t go any further forward. After a moment’s consideration, I cranked hard right in reverse and forced the jack-knife as tight as I could without breaking anything. I cranked hard left, shifted to 1st gear and popped the clutch. I’ll never know if that right front tire caught air or not, but we didn’t drop off the cliff.
We finally made our destination at 11:30 that night. We had to stop at the Shell station a second time to assure we would make it. All the rest of the drive I was thinking, don’t make a fifth error. It will surely be the end!
The trailer
We were pulling new camping trailer we had bought the week before we left. I had no experience towing loads other than incidental occasions in my 50-plus years of driving. A couple times unreasonable trailer loads had nearly overwhelmed whatever vehicle I had been driving at the time. This was experience I didn’t want to repeat.
We had been planning to drive to the west coast for some time, but only at the last moment did we realize we had the funds to buy a camper. Kathy used to own a trailer that she pulled with a half-ton pick-up. It was an older unit and heavier than what we eventually bought, a 16-foot unit that weighs just short of 3,000 pounds empty.
I drive a Toyota Tacoma and until I actually studied the owner’s manual about weights and capabilities (well into our towing trip), I had no idea the limits of my truck. I made the trailer purchase based on hitch weight, a number I looked up as we were talking to the camper salesman. He said we could pull this unit and I was little less than shocked to find he was right. The hitch weight of the trailer we were looking at was about 50 pounds less than the Toyota book suggested I could put on the hitch. With that fact alone, we went ahead and bought the trailer. The salesman said: “You won’t even know the trailer is on there!” How many times have you heard something like that?
The experiment
I wanted to leave my old oil in the crankcase to demonstrate how abrasive, used oil can affect the bearings when you work an engine hard. Toyota engines don’t make much metal under any circumstances, and for the near 100,000-miles I have driven this truck, I’ve never seen as much as 1 ppm lead in the oil from the bearings. Typically I change oil every 9,000 miles. Most of my driving is easy: country roads at moderate speeds, only rarely hauling anything, though I don’t hesitate to bump redline often…like nearly every time I drive. Don’t ask why. I’m out in the country and I just like the feel of the engine as it accelerates past 5,000 rpm. I’ve always contended that driving an engine hard doesn‘t hurt anything so long as you stay within redline. I’m still of that opinion.
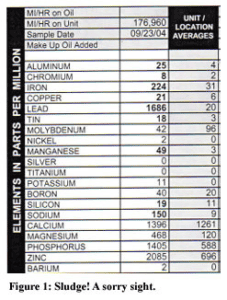
Anyway, for this trip, I wanted to demonstrate that you can get poor bearing wear if you work an engine hard with dirty oil in it. I had more than 5,000 miles on the oil when I bought the trailer. Miles on the oil were accumulating fast and I still hadn’t left. I knew the next drive was going to be more than 6,000 miles…and at the last minute I chickened out. I could imagine the oil was going to be running warmer than usual and at 11,000 miles or so, the 5W/30 oil could turn to sludge and I’d puke the engine. I’d never live that down.
So I changed oil at the last minute and also had the rear differential and transmission serviced since I knew those gearboxes would run warmer as well. When I got back from the drive I knew I would have a nice apples-to-apples oil analysis comparison for the engine: the first analysis showing routine wear under no-load driving, the second I assumed would show much higher wear after abusing the engine to the extreme with a heavy load in mountains and across deserts.
Get up & go!
Kathy had a week to load the camper. I realized I had no idea how much weight she was putting into it. I thought momentarily about driving to a local stone quarry and having it weighed. That thought didn’t take root. Life is a gamble, right? Start to finish. In the end I loaded up a full row of firewood in the front of the truck bed, threw in the heavy cooler, hooked up and towed the load into a cold, gloomy, late October evening.
The first leg was 100 miles due south. There was a nasty, gusting crosswind from the west and it had me talking to myself for a couple of hours. I was sincerely wishing for another 50 horsepower and a heavier truck. Then we turned due west into the wind and things started settling down. I had Kathy drive to tell me how it felt compared to her half-ton pulling her old camper. She liked the feel of it. My heart rate was trying vainly to return to normal and her opinion helped a lot. Being married to an excellent driver is a blessing I hope you enjoy. I even started getting some honest hope that the next 6,000 miles wasn’t going to be a nightmare.
We crossed the fields and plains and wove our way into the mountains. The driving got easier. I never did get to the point the trailer salesman suggested (“You’ll never know it’s there!”) but mile after mile, the tension eased and we started having fun. We made Las Vegas a day early even though the normal approaches to the Hoover Dam were closed, causing long detours. We parked at an RV park just on the south side of Vegas proper and at the appointed hour, enjoyed talking about Blackstone to a large group of RVers.
Mountain driving got serious after we toured Death Valley and headed west across California. The climb out of Death Valley was memorable. From 282 feet below sea level to about 7,000 feet above in a very short stretch of road, we did our hardest climbing. Twice the steep grade got me down to second gear. That’s second gear on an Interstate highway and no one else was doing much better.
All this hard climbing, and all through the trip the coolant temperature didn’t vary at all. It just sat there like the needle was painted on. I’ve had normal cars overheat climbing up places like Pike’s Peak, just plain old cars with hardly any load in them. Here’s my Tacoma (we started calling it Taco-Ma) leaving Death Valley pulling 3,000 pounds of trailer and all the stuff Kathy packed in it along with a heavy cooler and a full row of firewood, and we got no variation in water temperature. I’m more than impressed. I’m amazed!
Gas mileage, however, was terrible. Normally Taco-Ma averages about 22 mpg on the highway. For the total trip, we averaged 12.6 mpg. There are long stretches of highway in the west where you can’t find gas. We had one “white-knuckle” drive that left us with less than a half-gallon by the time we found a station. After that, we started carrying four gallons in the bed of the truck.
Drive it like a bug
Towing the trailer reminded me of driving the original, underpowered VW Bugs. They could run about 70 mph on the flat, full-out. If you wanted to not slip too slow on the next upgrade, you held the petal to the metal on the downgrade and held it there, using momentum keep the speed from decaying. The end result is you keep the petal planted hard for most all hilly driving. Watch redline like a hawk. Shift when you must. Don’t let RPM sag too low. Driving like this, no wonder we lost ten mpg on this trip.
The drive took us to southern California for a couple of days, then back into Nevada and on down to Tucson for a couple more days. We crossed New Mexico, entered Texas down near El Paso where immigration problems are evident. We passed through a check station and as we approached we passed by a dozen sensors of some type staring us in the face, like so many cameras of a sort in a bank of equipment. They can apparently see through cars, trucks, and campers because they let us pass without much thought. There were no stowaways aboard.
We drove Texas diagonally ending up at Texarkana. You can drive 80 mph in southwest Texas. We didn’t. Could have, I suppose, though by that stage of the trip, I’d had enough of pushing the engine.
When Taco-Ma’s V-6 shoulders into a hard, long pull (which was invariably accompanied by Kathy and I shouting in unison, “Go Taco-Ma, go!”) you hear a sound of seriousness. The engine is an airpump. When you work it as hard as you can, throttle mashed to the floor, mile after mile, the serious roar is the scream of air intaking, passing through the core of the engine, and the jetting out of exhaust. It’s a heavy growl, an awesome sound. I’d heard it enough by the third week. And by then I was thinking seriously we might get home with no serious problems. The day-long drive across Texas was made about as cautiously as I could make it.
From the barren plains of Texas to the beauty of Arkansas was dramatic. Arkansas comparatively, looked like the Garden of Eden; like less populated parts of Wisconsin or Michigan. It also felt like we were closing in on home. Mountains and deserts behind us. Now just stay awake and drive.
We finally got to use the firewood in Tennessee. We burned it all in one night and what I learned was, the extra weight in the bed had been a nice asset. We had played with weights and balances daily for the trip, trying to find the magic balance for perfect handling. Turns out, using the firewood made the most difference of anything we’d tried. Less weight all around and almost none in the truck bed left the unit squirrelier than for any other trip leg.
The moment of truth
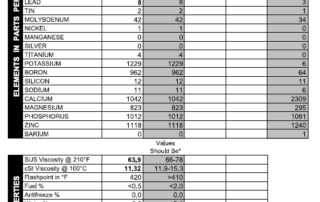
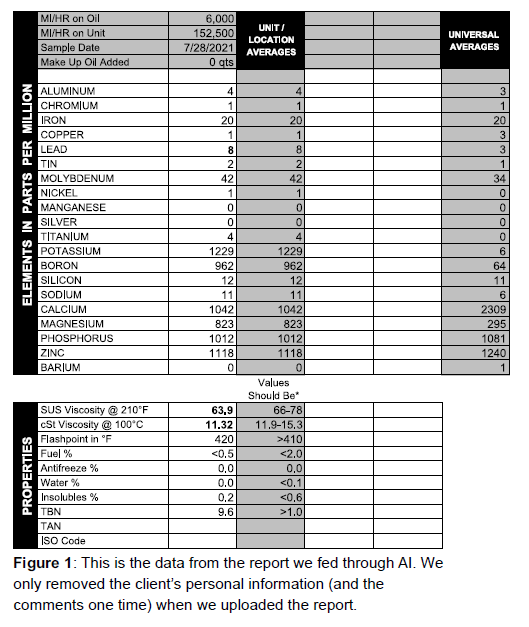
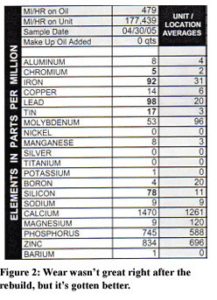
As soon as we got back I had the engine oil changed, along with any other gearboxes I hadn’t already changed out earlier. A day later my emailed report arrived. To my amazement and delight, engine wear hadn’t changed at all! Not a bit! The extra 1 ppm iron that turned up is from the longer oil change (6,672 miles vs. only 5,175 miles for the pre-trip sample). Iron tends to accumulate with more miles on the oil.
I was wrong in my assumption that towing and mountain driving would cause excessive wear. In large part I think this can be chalked up to the engine type. Perhaps it would have turned out differently had I been using old oil; the metals could have conceivably accumulated to levels that would have made the oil abrasive, which will cause excessive wear. But with clean oil, I didn’t find any change at all. Taco-Ma did us up right.
So will the same thing happen for you? If you run autocrosses or run at a drag strip or do anything other than ordinary driving, does your engine wear change as engine stress increases? Sometimes it does, but in the end there’s no hard and fast rule. So much depends on the engine, the driver, and the environment.
That’s why it’s no good to say all engines should have an oil change at 3,000 miles or 5,000 miles or beyond. The oil and engine combination that works for one guy may not work for the next, simply because all situations are different. It seems logical that if you don’t keep clean oil in the sump when loading the engine heavily, you will wear more at bearings. But if you run clean oil? Maybe no change. Try it and see.











{kind=link}
{kind=link}